欢迎访问东莞市长征_长征平台_长征注册_长征娱乐|login共创美好未来 - pgcz/广东泓泉精密五金有限公司官方网站!

东莞市长征_长征平台_长征注册_长征娱乐|login共创美好未来 - pgcz
电 话:(0762) 280 6889
传 真:0769-89221086
Q Q : 1430123581
手 机:18666860579 张S
手 机:13925799157 曹R
地 址:东莞市东坑镇东坑大道北229号
生产基地:河源市东源县陈田村新材料产业园泓泉厂区
网 站:sklatex.com
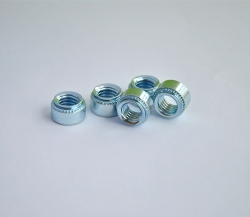
不同规格的长征娱乐:压铆螺母嵌入工艺存在一定区别,主要体现在以下几个方面:
设备选择:较小规格的压铆螺母,由于所需嵌入力相对较小,可选用小型的压铆设备,如手动或气动压铆枪,操作灵活,适用于小批量生产或对空间要求较高的场合。而较大规格的压铆螺母,因其嵌入时需要较大的压力,通常会选择液压驱动的压铆设备,这类设备能够提供稳定且较大的压力,确保压铆螺母能够牢固地嵌入工件。

嵌入压力:规格不同的压铆螺母,其所需的嵌入压力也不同。一般来说,螺母规格越大,需要克服的摩擦力和材料变形阻力就越大,因此需要更大的压力才能将其顺利嵌入。例如,M3规格的压铆螺母可能只需要几十牛的压力就能完成嵌入,而M10规格的压铆螺母则可能需要几百牛甚至上千牛的压力。如果压力不足,可能导致压铆螺母无法完全嵌入或嵌入不牢固;压力过大则可能会损坏工件或压铆螺母。
嵌入速度:对于小规格的压铆螺母,嵌入速度可以相对快一些,因为其体积小,与工件的接触面积小,快速嵌入可以减少工件表面的变形和损伤。但对于大规格的压铆螺母,过快的嵌入速度可能会导致工件局部过热、变形过大,甚至可能使压铆螺母产生裂纹。所以,大规格压铆螺母通常需要采用较慢的嵌入速度,以保证嵌入质量。
预加工要求:小规格压铆螺母对工件预加工的要求相对较低,一般只需在工件上钻出合适的安装孔即可。而大规格压铆螺母由于其尺寸较大、重量较重,为了保证嵌入后的稳定性和牢固性,可能需要对工件的安装孔进行一些特殊的预处理,如扩孔、倒角或增加沉孔等,以便更好地容纳和定位压铆螺母。
不同规格的压铆螺母在嵌入工艺上有明显的区别,在实际生产中,需要根据压铆螺母的具体规格以及工件的材料、结构等因素,选择合适的嵌入工艺,以确保压铆质量和生产效率。